
Catégories
- Solutions de manutention simples et ergonomiques
- Solution de confort et de recyclage au quotidien
- Panneaux d'affichage configurables et ses accessoires
- Tableaux Totems Multifaces : 3, 4 5 ou 6 faces rotatifs magnétiques sur roulettes
- Porte documents
- Bandes magnétiques
- Marquage par rubans adhésifs ou pochoirs
- Séquenceur, lanceur Kanban et tableau FIFO
- Signalétique : Panneaux et Plaques de porte
- Jeux pédagogiques Lean
- Goodies lean et Lean-6sigma
- Sécurité des biens et des personnes
- Outils Animation Lean
- Sur-mesure


Introduction au Gage R&R
Le Gage R&R permet de mesurer la fiabilité d’un système de mesure.
Introduction
Le Gage R&R, appelé aussi MSA pour Measurement Systems Analysis ou encore MSE pour Measurement System Evaluation, permet de mesurer la Répétabilité et Reproductibilité d’un sytème de mesure : règle, pieds à coulisse, chronomètre… nous permettant de valider la méthode par laquelle on collecte les données.
La Reproductibilité
La Reproductibilité, AV pour Appraiser Variation, est la capacité d’un moyen à mesurer dans des conditions variables : opérateurs, appareillages, temps… Plus la variabilité́ des conditions expérimentales est grande, plus le nombre de causes d’erreurs prises en compte dans la dispersion des résultats est grande.
Au plus la reproductibilité est grande, au plus notre système de mesure est soumis aux variations des opérateurs.
La répétabilité
La répétabilité, EV pour Equipment Variation, représente la qualité de l’accord entre des mesures d’un même échantillon effectuées dans des conditions expérimentales très faiblement variables. Elle s’obtient en répétant un protocole de mesure sur un même échantillon, l’appareillage et l’opérateur étant identiques et les mesures étant effectuées dans un faible intervalle de temps.
Au plus la répétabilité est grande, au plus notre système de mesure est soumis aux variations du moyen de mesure.
Mesurer le Gage R&R
Le principe de mesure du Gage R&R repose sur le fait d’effectuer plusieurs mesures sur plusieurs pièces avec des opérateurs différents. Cette mesure suit le protocole suivant.
1. Les pièces à mesurer
On sélectionne un nombre (n) de pièces au hasard que l’on identifie pour les mesurer plusieurs fois.
2. Le personnel
On identifie un nombre (p) de personnes qui vont effectuer les mesures.
3. Construction du tableau de recueil des informations
Construire le tableau de relevé des mesures :
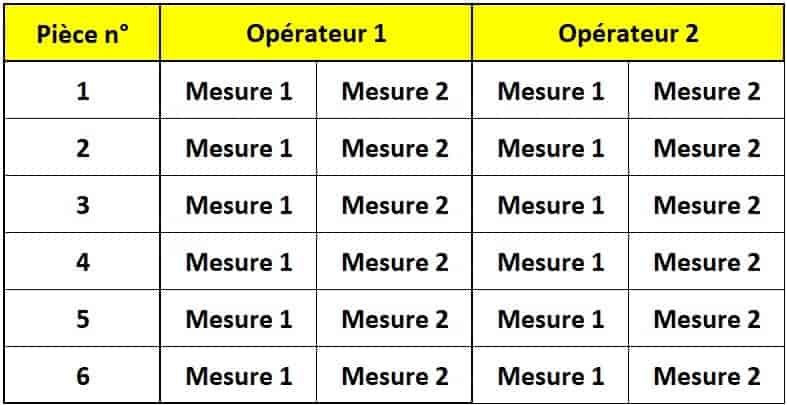
Selon l’AIAG et la norme QS 9000, Automotive Industry Action Group, il est reconnu 2 normes pour les études de Gage R&R :
Formule courte : 5 pièces mesurées 2 fois par 2 opérateurs différents.
Formule longue : 10 pièces mesurées 3 fois chacune par 3 opérateurs différents.
4. Procéder aux mesures
Bien s’assurer que les mesures se font dans les mêmes conditions pour les 2 opérateurs, même machine, même pièce… et dans un intervalle de temps réduit. S’assurer également que les opérateurs ne communiquent pas ou que les pièces ne soient pas tombées entre temps.
Attention, il est nécessaire de s’assurer que nos données suivent une loi normale. Sans cette condition, on ne pourra calculer de manière fiable notre Gage.
5. Choisir la méthode de calcul
La norme QS 9000 propose 3 méthodes de calcul. Le choix se fera en fonction du niveau de précision que nous souhaitons. Nous retrouvons les 3 méthodes ci-dessous :
Source de variabilité calculées
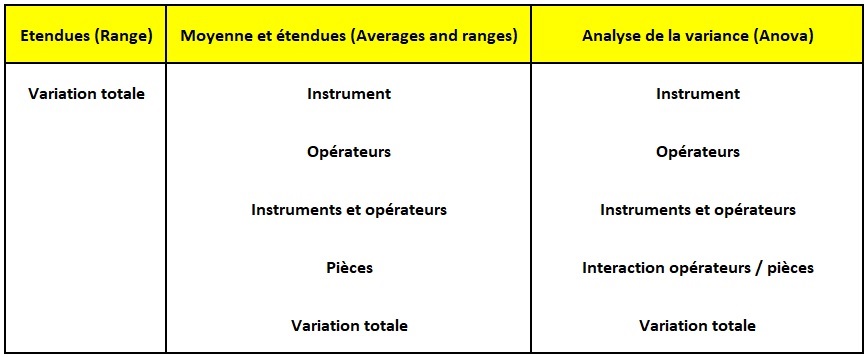
La méthode des étendues est la moins précise puisqu’elle ne distingue que la variation totale dans la mesure. A contrario, la méthode par Analyse de Variance est la plus précise puisqu’elle permet de faire la distinction entre l’ensemble des paramètres qui rentrent en compte dans la mesure.
On note que de part le niveau de précision de l’Anova, les résultats sont plus “conservateurs” : on aura plus tendance à définir comme non capable un moyen via une Anova que via les autres méthodes. Par conséquent, l’utiliser lorsque la mesure est particulièrement critique.
6. Procéder aux calculs
En fonction de la méthode, le calcul des différents indicateurs ne sera pas le même. Le détail dans les articles dédiés :
Méthode des moyennes et des étendues
Méthode par analyse de la variance
7. Analyse du niveau de précision du moyen
La première analyse consiste à savoir si le moyen est par lui même précis ou non. Pour cela, on calcule les indicateurs suivants :
Variabilité dû à l'instrument (Répétabilité) Variabilité dû aux opérateurs (Reproductibilité) Variabilité de R&R Variabilité dû aux pièces Variabilité dû à l'interaction opérateur / instrument (uniquement pour Anova)
Interprétation
P/T < 10% : le système de mesure est bon
10% < P/T < 30% : le système de mesure est acceptable
P/T >30% : le système de mesure n’est pas acceptable

Si la reproductibilité est mauvaise : cherchez du côté de la formation, des standards et de la définition.
Si la répétabilité est mauvaise : cherchez du côté de l’outil de mesure lui-même.
Généralement, la variabilité due aux pièces (%PV) est la plus importante.
8. Analyse de la capabilité du moyen de mesure
Cette analyse répond à la question : est ce que notre moyen nous permet de mesurer ce que notre client nous demande ?
Cette analyse va se faire via 2 paramètres :
L’Intervalle de Tolérance : c’est l’intervalle souhaité par le client pour la précision de ses pièces.
L’étendu de la distribution K : la “largeur” que nous souhaitons prendre en compte. Celle-ci joue un rôle important, puisque qu’au plus nous prendrons une valeur importante, au plus notre moyen est précis. Le plus généralement, on prend une valeur à 6. Néanmoins, l’AIAG indique que 5,15 est suffisant.
A l’aide de ces données, on calcule et interpréte les indicateurs suivants :
Capabilité du Moyen de Contrôle (CMC)
IT / (K * Gage R&R)
CMC >4 : la méthode est tout à fait capable vis-à-vis du client.
2 < CMC < 4 : mettre sous contrôle le moyen et mettre en oeuvre des améliorations.
CMC < 2 : changer de moyen ou de méthode.

Indice de capabilité du Moyen de Contrôle (IC)
(K * Gage R&R) / IT
+ de 30% : Inacceptable,
10 à 30% : Acceptable mais améliorations conseillées
– de 10% : tout à fait capable.
Votre système de mesure n’est pas capable, mais vous ne pouvez faire mieux !
Il peut arriver que l’on se retrouve face à l’impossibilité de réduire l’imprécision de notre système de mesure, pour des raisons de coûts, de faisabilités…
La seule possibilité est alors de “maîtriser” cette imprécision en effectuant une analyse par intervalle de confiance sur la moyenne.
En comparant votre cible et votre tolérance à la moyenne et l’intervalle de confiance obtenu, vous pourrez démontrer que votre système de mesure répond à la demande.